三坐标测量机应该检测什么?

三坐标测量机具体应用:
汽车制造领域应用
发动机零件:缸体、缸盖、活塞、曲轴、凸轮轴等;
变速箱零件:箱体、带轮、齿轮、花键、离合器等;
汽车覆盖件:钣金件、内饰件、汽车玻璃、密封件等;
汽车塑胶件:车灯、仪表盘、油箱、保险杠等;
传动系统:传动轴、万向节、减震器、轮毂等;
车身系统:车桥、车架、白车身等;
新能源汽车:电机壳体、转子、电池冷却板等
其他零件:汽车管道、转向器零件、刹车系统零件等;
制造过程及控制:汽车模具、汽车检具、装配工装等;
中图三坐标测量机的检测图
航空、航天精密领用应用
叶片类零件:叶轮、叶片、叶盘;
其他结构件、精密机加件、钣金类零件等;
装配工装、夹具;检验检具、样板等;
3C及精密五金领域
3C行业:模具、精密冲压件、精密铸造件、精密结构件、金属外壳、金属中框、曲面玻璃等;
精密五金:轴类、紧固件、冲压模、冲压件、机床附件等。
热镀锌层厚度厚,比较耐腐蚀,不漏镀的话不容易生锈,镀层通常有50-60微米以上,不过价格比冷镀高,表面也没有冷镀光滑光亮。
冷镀耐腐蚀较差,通常三年左右就失效了。不过价格便宜,表面光滑,看上去比较漂亮。
检测可以用测厚仪,或者锤击试验,也有采用硫酸铜四次置换的方法。
我是热镀锌厂的,个人理解。
1、这个很小,很容易的,看不出来,去4S店,做了如果不用红外测控是看不出来。这个基本钣金都不怎么用,吸一下然后就喷漆抛光就可以了。
2、用手敲一敲就知道,也可以用漆面仪检测,太厚就做过。
3、车辆在发生刮蹭、碰撞事故后,车主最好找一家专业的店家去修复,因为那里的维修人员都经过专业培训,具有专业设备、工具以及车身的标准尺寸,在修复过程中他们会有专业的车身保护不会破坏车辆的结构或损伤车身,车辆修复后,在店家交车时要检查一下修复质量。
扩展资料:
喷漆操作流程
1、刮涂原子灰。将涂抹了环氧底漆的钣金受损件清洁除油后,刮涂原子灰,也就是我们常说的腻子。原子灰晾干后进行打磨,并确认冲压线。
2、喷涂中涂底漆。原子灰打磨后进行清洁除油,开始喷涂中涂底漆,并烤干。喷涂中涂底漆时注意,要把不需喷涂的部位进行必要的遮挡。
3、打磨中涂底漆。对中涂底漆进行打磨至与原漆面高度相同,确认平整度。
4、调漆。虽然目前特约服务店一般都备有原厂漆,但由于车辆长时间使用后,面漆颜色与原厂漆有所差别,这时就需要喷漆人员进行手工调漆。
5、喷涂面漆。将调好的面漆加入喷枪罐中,调整喷枪的气压、出漆量以及喷幅后,开始均匀地喷涂在钣金件上。不同的面漆在喷涂时的工序也有所不同。
CMM曲面检测
1传统测量方法
在没有采用CAD数模的情况下用三坐标测量机对曲面件检测,通常是,先在CAD软件里用相关命令在曲面数模上生成截面线和点的坐标,以此作为理论值,控制测量机到对应的位置,进行检测,并比较坐标值的偏离。这种方法需要设计人员额外提供理论数据,同时测头测尖球径的补偿不容易准确实现,对于单点测量来说,由于无法确定矢量方向,测头的补偿根本无法实现。因此,这种办法具有一定的局限性。
2基于3D数模的测量
利用曲面数模对曲面进行检测是CMM测量技术发展的需要。由于曲面建构技术比较复杂,在CAD应用范畴里也属于高端技术,一般由专业的CAD/CAM系统完成。在测量软件内,则是通过导入设计数模而利用的问题。为了实现这一目的,就必须解决好四个方面的技术问题:数模导入接口、对齐、测尖补偿、理论值捕获。
一、数模导入接口
利用数模进行检测,首先要做的工作,当然是保证数模正确导入到测量软件。事实上,由于技术、利益等众所周知的原因,全世界各大CAD制造商各自开发着不同的软件和格式,例如国内影响比较大的UG、PROE、CATIA等,均不能直接互读文件。
为了解决这一矛盾,国际上建立了一系列的数据交换标准,如国际标准数据交换STEP(Standard for the Exchange of Product Model Data),美国的初始图形交换标准IGES (Initial Graphics Exchange Specification)等。尽管IGES标准存在数据文件大、转换时间长、信息不够全等缺点,但不可否认,它是目前应用最广泛的接口标准,绝大部分CAD软件均支持该标准,我国也将IGES作为推荐标准。
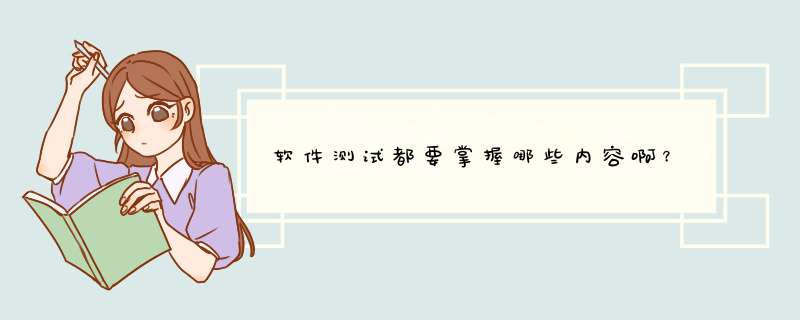
目前具备数模检测功能的测量机软件,均支持IGES格式。差异基本上主要体现在复杂数模输入后个别曲面的丢失、破损,还有就是导入速度的快慢。对于一个10M的数模,有的可能用几十秒钟,有的可能要几分钟。目前市面上比较有名的CMM测量软件,均基本较好的解决了这一问题。图1为中测量仪自主研发的ZCRMDT测量软件,导入数模到检测软件的情况,数模大小46M多。
针对目前主流CAD软件,一些测量机软件商也开发了各种直读接口,如UG文件直读、PROE文件直读等,不需中间文件格式转换,避免了转换带来的影响。不过,这种接口一般都需要另外购买。
二、对齐
对齐(Align)是三坐标测量机软件的一项重要内容,无论有无数模,都必须通过对齐,将机器坐标系与工件坐标系保持一致,测量值才具有可比性。
对于箱体类零件,基本都采用3-2-1方式建坐标,利用面、线、点特征来确定坐标轴和原点,通过建立工件坐标系来将工件找正,这也是最基本、最准确的对齐方法。应尽量选用加工好、范围大的特征来作为建坐标基准,以减小对齐产生的误差。通常,对于建立的坐标系,还需要可以进行平移、旋转等操作,以产生新的对齐。
对于不规则形体,计算就要复杂得多。如果工件上有明确的特征点,如3个孔心,则通常测量出实际值,与理论值对应,进行3点找正。
我们经常会遇到工件上没有明确特征的情况,即我们无法准确的将测量值和理论值直接对应。对于该情况,测量软件常用的是迭代找正的方法。对于单点触发采数的测量机,通常是软件在数模曲面上选取多点作为目标点,所选取的点应能在全部6个自由度上固定零件,以防零件出现旋转和移动,然后将测量机移动到工件上尽量对应的位置采集实测点,软件将测量点在数模上目标点的附近区域进行迭代找正,直到找正误差在指定的精度内。有的测量软件在迭代超差时,将指导你重新测量到更接近的点进行更准确的计算。
还有种情况是直接测量多个点,软件将该点群与理论数模进行最佳匹配计算,将点群与数模一步步对齐,直到点群与数模的偏差均方根最小。该方法点数越多越准,但同时计算越复杂,对计算机要求较高,通常在扫描点云的对齐中,用得比较多。
尽管每种软件关于对齐都有不同的分类和特点,但基本主要采用以上方法。
三、测尖补偿
目前,三坐标测量机用得最多的是机械触发式测头,配以红宝石测针,必然会带来测尖补偿的问题。
对于平面、圆等标准特征,可以通过整体偏置的方式自动补偿测头,对于连续扫描的曲线,也可以用同样的方式自动处理。但对于曲面测量时经常遇到的单点测量,如何解决测尖补偿问题呢?
要单独对一点进行补偿,则必须知道补偿的方向矢量,也即是接触点处的法向矢量方向。为了找到该法线方向,比较准确的做法是,在测点的周边测量个微平面,以该微平面的法向视为测点处曲面的法向,从而完成测尖补偿。
对于工件测点附本身曲率变化不大的地方,或者工件与数模本身偏差较小的情况下,如果要求不高,为了减少采点数,也可以不测量微平面,软件直接以测点刺穿数模的方向矢量进行测尖补偿,即以数模上该处的法向矢量代替工件上实测处的法向矢量做为测尖补偿的方向。但是如果工件与数模本身该处曲率偏差大,则测尖补偿将不准,导致测量数据不可靠。
对于非接触式测头,不存在测尖补偿问题。
四、理论值捕获
在解决了数模的导入和对齐后,理论值的捕获就比较简单。对于圆等标准特征,软件只需要能从CAD数模上选取识别该特征,即可直接从其特性中提取理论值。对于自动测量来说,就可以直接根据数模特征进行编程,指导机器运行到特征的理论值位置附近进行测量。
对于曲面工件上的点,通常分为曲面点和边缘点,有的软件分得更细。对于曲面上的点,通过直接测量,测量点沿数模曲面法向投影到曲面上,即可获得理论点。但边缘点就不同了,边缘是CAD曲面的边界所在,例如,钣金件的边,最简单的如方体的棱边等。如果要检测边缘上的点,由于测针无法直接准确测量到,并且测头的补偿方向无法确定,因此,无法直接测量,只能采用间接测量的方式。通常,其处理原理如图3所示,为了测量边缘上P点,可以在其两边测点。此例采用前3点用于确定上面,第4,5点确定边界方向,而最后一点6确定目标点的位置,其投射到前面确定的边所产生的点,视为边缘测量点,其理论值为数模中曲面边缘距其最近点。
通过以上方式,即可实现边缘点的检测。具体到不同软件,可能有不同的处理方法。



0条评论